
What is MIM? An Introduction to Metal Injection Molding
What is MIM? MIM is perfect for easily making many products or those with intricate shapes. Nowadays, MIM is widely used for manufacturing computer hinges, wearable devices, and products in sectors like medical, aerospace, firearms, and automotive.
What is MIM (Metal Injection Molding)?
Metal Injection Molding(MIM) is a manufacturing process offering many benefits compared to other methods like CNC machining. MIM is a technique where metal powder and binder are combined to form a feedstock, which is then shaped and solidified for product creation.
This process is great for making complicated metal parts, some of which can't be made with other methods. MIM parts have properties similar to standard alloys, and they're made with little waste.
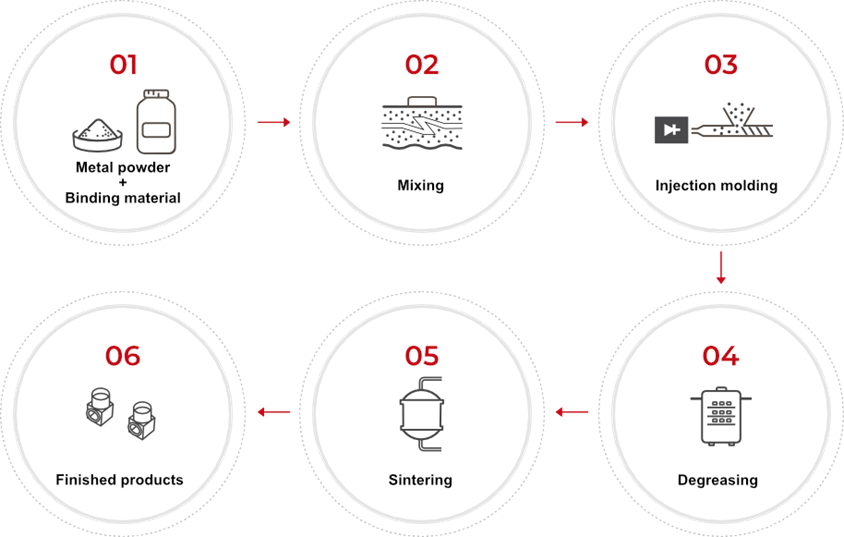
Process of Metal Injection Molding
Mixing
In the initial phase of the MIM process, metal powders are combined with binding materials. These binders are typically made up of polymers like wax and polypropylene. When mixed together, they create a malleable mixture known as feedstock. This feedstock has a consistency somewhat similar to clay or dough, allowing it to be shaped.
Injection
The prepared feedstock is then injected into a mold using machines similar to those used in plastic injection molding. The mold is designed to have the exact shape of the desired final product. Once the feedstock fills the mold, it starts cooling and takes the shape of the mold.
Debinding/ Degreasing
After molding, the part contains both the metal powder and the binders. The next step is to remove most of the binder, a process called debinding. This can be done using solvents, heat, or other methods. The remaining part is fragile and is termed as the "brown" stage because of its appearance and porosity.
Sintering
Sintering is the final and critical phase of the process. The "brown" part is heated in a controlled environment to just below the melting point of the metal. This causes the metal particles to bond together, but without melting completely. The part shrinks and becomes denser, resulting in a solid metal component. After sintering, the part has mechanical properties similar to traditional metal parts and can undergo further treatments if required.
Common Materials Used in Metal Injection Molding
The Metal Injection Molding (MIM) process utilizes a diverse array of materials, typically classified into four primary groups:
Ferrous Alloys
Valued for their cost-effectiveness, these materials stand out for their pronounced corrosion resistance and durability. The category encompasses steels, stainless steels, tool steels, iron-nickel magnetic alloys, and niche alloys like Invar and Kovar.
Tungsten Alloys
Notably more robust than steel, these alloys enable the creation of lighter objects without compromising on strength or endurance. The group includes tungsten heavy alloys and the tungsten-copper fusion.
Hard Materials
These materials are distinctive for their remarkable hardness, wear resistance, and refractory nature. This category consists of cemented carbides, especially WC-Co, and cermets with types such as Fe-TiC.
Special Materials
Plenty of metal are selected for materials of metal injection molding due to their unique property features.
There are some other precious metals applied in the process by various manufacturers, including titanium alloys, cobalt-chromium, nickel, nickel-based superalloys, molybdenum, molybdenum-copper, and composite particles, tailored for unique or customized applications.
| Material | Chemical composition (%) | Density (g/cm3) | Tensile strength (Mpa) | Yield strength (Mpa) | Ductility (%) | Hardness | Coefficient of thermal expansion (μm/m•℃) |
Heat Transfer Coefficient (W/m.k) |
Magnetic (μ) |
| Stainless Steel 17-4 PH |
Fe-16Cr-4Ni-4Cu | >7.60 | >1000 | >750 | >8 | HRC 25~30 | N/A | N/A | N/A |
| Stainless Steel (HT)* 17-4 PH |
Fe-16Cr-4Ni-4Cu | >7.60 | 1150 | 1000 | >5 | HRC 35~42 | N/A | N/A | N/A |
| Stainless Steel (Non-magnetic) 17-4 PH |
Fe-16Cr-4Ni-4Cu | >7.60 | >800 | >450 | >25 | HV190~210 | N/A | N/A | <1.020u |
| Heat resistant steel HK30 |
Fe-25Cr-20Ni | >7.60 | >600 | >250 | >30 | HV 160+/-35 | N/A | N/A | N/A |
| Superalloy 713C |
Ni-12Cr-6Al-4Mo | >7.70 | >1220 | >750 | >12 | HRC 30~36 | N/A | N/A | N/A |
| Superalloy(HT)* 713C |
Ni-12Cr-6Al-4Mo | >7.70 | >1250 | >840 | >8 | HRC 35~42 | N/A | N/A | N/A |
| Stainless Steel 440C |
Fe-18Cr-Mo-1.0C | >7.57 | >600 | >400 | >2 | <25 HRC | N/A | N/A | N/A |
| Stainless Steel (HT)* 440C |
Fe-18Cr-Mo-1.0C | >7.57 | >1700 | >1500 | <1 | 60±2 HRC | N/A | N/A | N/A |
| Iron-Nickel-Cobalt-Alloy Kovar (ASTM F-15) |
Fe-29Ni-17Co | >7.98 | - | - | - | HV 150+/-20 | 5.04 (RT~400℃) |
N/A | N/A |
| Iron-Nickel-Cobalt-Alloy(HIP) Kovar (ASTM F-15) |
Fe-29Ni-17Co | >8.15 | - | - | - | HV 150+/-20 | 5.04 (RT~400℃) |
N/A | N/A |
| Iron-nickel alloy Fe-2Ni |
Fe-2Ni-0.5C | >7.60 | >600 | >250 | ≥10 | HRB 50~100 | N/A | N/A | N/A |
| Iron-nickel alloy (HT)* Fe-2Ni(POM-base) |
Fe-2Ni-0.5C | >7.60 | > 1600 | >1450 | ≥2 | HRC 47± 3 | N/A | N/A | N/A |
| Stainless Steel 316L |
Fe-17Cr-12Ni-2Mo-2Mn | >7.7 | >510 | >220 | >45 | HRB 50~100 | N/A | N/A | N/A |
| Stainless Steel (HT)* PANACEA |
17Cr3Mo10Mn | >7.50 | >1050 | >650 | >25 | HV265+/-35 | N/A | N/A | <1.02 |
| Cobalt-chrome-molybdenum alloy F75 |
Co-base 30Cr6Mo | >7.95 | >750 | >650 | >8 | HRC31+/-2 | N/A | N/A | ≦1.01μ |
| Ni-chrome-molybdenum alloy Steel 8620 |
Fe-0.6Ni-0.5Cr-0.2Mo | >7.57 | >390 | >230 | >23 | HV 125+/-20 | N/A | N/A | N/A |
| Ni-chrome-molybdenum alloy Steel (HT)* 8620 |
Fe-0.6Ni-0.5Cr-0.2Mo | >7.57 | 1400 | N/A | <1.3 | Surface Hardness Hv 655 Deep Hardness 1mm Hv550 |
N/A | N/A | N/A |
| Cr-Mo Steel 4140 |
Fe-1Cr-0.2Mo | >7.45 | >650 | >500 | >12 | HRB 80~100 | N/A | N/A | N/A |
| Cr-Mo Steel(HT)* 4140 |
Fe-1Cr-0.2Mo | >7.45 | ≥ 1600 Mpa ≥ 1250 Mpa |
≥ 1400 Mpa ≥ 1000 MPa |
≧ 3% ≧ 4% |
HRC44-48 HRC34-38 |
N/A | N/A | N/A |
| Tool steel SKD11 |
Fe-12Cr-Mo-1.5C | >7.60 | >760 | >460 | >5 | HRC 23~27 | N/A | N/A | N/A |
| Tool steel (HT)* SKD11 |
Fe-12Cr-Mo-1.5C | >7.60 | >1800 | >1500 | <1 | 61±3 HRC | N/A | N/A | N/A |
| Maraging steel(as-sintering) Thor |
7Cr8Ni8Co6Mo | >7.70 | >900 | >750 | >7 | 26±3 HRC | N/A | N/A | N/A |
| Maraging steel(HT)* Thor |
7Cr8Ni8Co6Mo | >7.70 | >1650 | >1300 | >5 | 48±3 HRC | N/A | N/A | N/A |
| Maraging steel((as-sintering) CN21 |
9Co5Mo9Cr8Ni | >7.70 | >900 | >750 | >7 | 26±3 HRC | N/A | N/A | N/A |
| Maraging steel(HT)* CN21 |
9Co5Mo9Cr8Ni | >7.70 | >1650 | >1300 | >6 | 48±3 HRC | N/A | N/A | N/A |
| Maraging steel 300M-S1 |
Fe-2Ni-Mo-W-V-Cr | >7.6 | >1000 | >800 | >9 | <HRB 100 | N/A | N/A | N/A |
| Maraging steel(HT)* 300M-S1 |
Fe-2Ni-Mo-W-V-Cr | >7.6 | >2000 | >1800 | >4.5 | <HRC 50 | N/A | N/A | N/A |
| low-alloy steel 1010 |
Fe-0.1C | >7.60 | >300 | >220 | >35 | HRB 50~100 | N/A | N/A | N/A |
| low-alloy steel 4605 |
Fe-2Ni-Mo-W-V-Cr | >7.7 | >700 | >500 | >10 | <HRB 90 | N/A | N/A | N/A |
| low-alloy steel(HT)* 4605 |
Fe-2Ni-Mo-W-V-Cr | >7.7 | >1900 | >1750 | >6 | <HRC 45 | N/A | N/A | N/A |
| titanium alloys Ti-64 |
Ti6Al4V | >4.20 | >1000 | >850 | >8 | HRC 34+/-3 | N/A | N/A | N/A |
| magnetic materials Fe-3Si |
Fe-3Si | >7.50 | NA | NA | >10 | <HRB 90 | N/A | N/A | N/A |
| magnetic materials Fe-50Ni |
Fe-50Ni | >7.80 | NA | NA | >10 | <HRB 90 | N/A | N/A | N/A |
| Cu | Cu | >8.6 | NA | NA | NA | NA | N/A | >300 | N/A |
| *HT=Heat treatment |
Advantages of Metal Injection Molding
Understanding what MIM is allows manufacturing mechanics to harness its unique benefits which encompass:
Superior Properties
MIM components, with their densities echoing those of wrought materials, offer substantial benefits. Materials like Fe-TiC ensure increased strength, while ferrous alloys guarantee unmatched corrosion resistance, placing MIM components a cut above those created using standard powder metallurgy.
Design Versatility
MIM grants design and R&D teams more freedom in their design processes. It empowers engineers to create geometrically intricate parts without the extra machining steps that other methods require, like CNC
Detailed Features
MIM components can achieve a density ranging from 95% to 99.5%, with a tolerance better than +/- 0.5%. It also excels at forming elongated cylindrical structures with impressive length-to-diameter ratios. By utilizing powder with a particle diameter of less than 20μm, MIM can achieve a surface finish finer than 1.0um.
Consolidated Components
A standout feature of MIM is its ability to blend multiple basic forms into a single, sophisticated component. This not only streamlines the assembly process but also reduces costs compared to using traditional CNC methods.
Metal Injection Molding (MIM) offers a multitude of advantages that set it apart from other metal manufacturing processes.
- Powder Metallurgy: MIM can produce more intricate product shapes and meets higher strength requirements.
- Casting Forming: MIM offers a broader range of material choices.
- Precision Casting: MIM can produce thinner and more refined products.
- Turning Process: When it comes to mass production, MIM is more cost-effective.
Applications and Industries Benefiting from MIM
MIM has seen expansive use across various sectors such as automotive, medical, power tools, smart locks, notebooks, and firearms. Here's a snapshot of how different industries utilize MIM for specific components:
Automotive
In the realm of vehicle production, MIM plays a crucial role, shaping everything from engine rocker arms to gear shift forks using stainless steel 316L. Furthermore, it forms indispensable parts for steering, locking, gearbox, turbo charger, guaranteeing peak vehicular performance.
Power Tools
With its advanced metal injection molding technology, MIM crafts essential power tool components. Components such as the blade clamp, pawl, flexible shaft, and yoke are not only intricately designed but also exhibit superior strength and durability, ensuring that the tools function optimally and have an extended lifespan.
Smart Locks
With the advancing world of security, smart locks require precision and durability. SZS creates intricate bevel gears using stainless steel 17-4 PH that enhance the lock's functionality and security.
Notebooks
In the world of personal computing, notebooks demand parts that are durable yet space-efficient. MIM comes into play by manufacturing crucial parts like robust hinges, hooks, and webcam parts made with iron-nickel alloy and stainless steel 17-4 PH.
Firearms
The world of firearms demands components that can withstand high pressures and wear while maintaining precision. Through MIM, critical parts such as slide lock lever, ejector, safe arm rotor, and pistol upswept grip safety parts are crafted, ensuring the firearm operates reliably and safely.
In conclusion, “What is MIM?” is a common question for newcomers in precision metal components. Metal Injection Molding represents a pivotal shift in producing intricate metal parts. Its significance will only grow as industries continue to advance.
At SHIN ZU SHING CO., LTD. (SZS), we've been at the forefront of metal manufacturing since 1965. Our expertise in Metal Injection Molding (MIM) and precision processing has positioned us as a global leader, especially as the main supplier of notebook hinges for companies worldwide.
If you're looking to elevate your next metal injection molding, there's no better partner than SZS. Our dedicated sales team is ready to guide you through our advanced solutions, ensuring your project's success from start to finish!
Contact our sales team today and let's bring your vision to life!
Learn more about MIM Manufacturing Process and Materials.
Other

Advanced Materials Used In 3C Industry : MIM
The 3C industry uses a very high proportion of MIM-made parts. The important thing is that most 3C products will be in direct contact with human skin. Products that come into contact with the human body must pass skin sensitivity testing to avoid allergic reactions in people with specific sensitive skin. How to choose right material for product is one of important things.
MIM Material Introduction: High Strength Steel
With the advent of foldable phones, the traditional MIM stainless steel materials used in mobile phones can no longer meet the requirements of mechanical structure strength. If titanium alloy with low specific gravity and high strength is used instead, there are two problems: high price and reliability of properties. We must find higher strength and wear-resistant materials to meet the requirements of light, thin, short and small.
Metal Injection Molding (MIM) Advantages And Disadvantages
Explore metal injection molding advantages and disadvantages. Understand key metal injection molding advantages and disadvantages.